Año 12, Número 2. Enero - Abril, 2025 
Propuesta de reducción en los defectos de la línea C08 Moldeo mediante herramientas de control.
Proposal to reduce defects in the C08 molding line using control tools.
Tecnológico Nacional de México / Instituto Tecnológico Superior de Irapuato
Por: Norma Elizabeth Rodríguez Bustos, Adrián Agustín Ríos Barreto y Mónica Mendoza Kohrs / Ver en pantalla completa
Resumen
En diversos casos de estudio centrados en empresas de inyección de plástico con énfasis en el proceso de moldeo se han documentado fallas de calidad. El presente trabajo propone una alternativa para mejorar una línea de moldeo con el objetivo de reducir los defectos en la elaboración de piezas termoplásticas. Para cumplir el objetivo se emplearon las siguientes herramientas: Análisis de Modo y Efecto de Falla (AMEF), Plan de Control (CP) y la matriz de acciones correctivas. Se utilizó la metodología DMAIC para realizar el proyecto de mejora. Los resultados obtenidos demostraron que la implementación de un plan adecuado, una matriz de acciones correctivas y un plan detallado de control, puede ayudar a la empresa a mejorar su rendimiento y cumplir las expectativas de sus clientes.
Palabras clave: defectos, DMAIC, gestión integral de calidad, moldeo por inyección de plástico.
Abstract
Quality failures have been documented in several case studies focusing on plastic injection companies with an emphasis on the molding process. The present work proposes an alternative to improve a molding line with the aim of reducing defects in the production of thermoplastic parts. To meet the objective, the following tools were used: Failure Mode and Effect Analysis (AMEF), Control Plan (CP) and the corrective action matrix. The DMAIC methodology was used to carry out the improvement project. The results obtained showed that the implementation of an adequate plan, a matrix of corrective actions and a detailed control plan, can help the company to improve its performance and meet the expectations of its customers.
Keywords: defects, DMAIC, integrated quality management, plastic injection molding.
Introducción
Actualmente, dentro del ámbito automotriz es fundamental que las piezas fabricadas cumplan con los requisitos de calidad exigidos y diseñados, evitando errores que impliquen repetir procesos e incurrir en costos de no calidad si el producto no cumple con lo establecido.
En el presente artículo se analizan las herramientas de mejora que ayudarán a disminuir los defectos y por ende reducir gastos para la empresa. La calidad es un requisito fundamental en cualquier aspecto, ya que con esta se crean percepciones de cumplimiento. Como afirma Gutiérrez Pulido (2010): “Calidad es que un producto sea adecuado para su uso, así, la calidad consiste en ausencia de deficiencias en aquellas características que satisfacen al cliente”1. En este sentido, es pertinente señalar que la gestión de la calidad enfocada en producción puede ser utilizada como un arma estratégica en las organizaciones para alcanzar nuevos niveles de competitividad, dado que permitiría estar en sintonía con las necesidades del mercado2.
El proceso de gestión de producción implica cuatro áreas clave: planificación, control, mejora de procesos y mantenimiento de los equipos. De acuerdo con la Norma Internacional ISO 9000, la acción correctiva es la “Acción para eliminar la causa de una no conformidad y evitar que vuelva a ocurrir”3 y su importancia se basa en el cumplimiento de los estándares establecidos, tomando en cuenta la prioridad de los procesos para eliminar, controlar y/o reducir los riesgos identificados con una evaluación previa, con el fin de minimizar la probabilidad de que se produzca un accidente.
En cuanto a la metodología DMAIC (metodología de mejora continua que indica definir, medir, analizar, mejorar y controlar un proceso) Ocampo y Pavón (2017) indican que consta de “La mejora de procesos, mediante herramientas de calidad con ayuda de la estadística la cual mide el desempeño, para así lograr disminuir o eliminar los defectos, reprocesos, desperdicios o lo que se presenta en determinado periodo de tiempo”4. Gracias a la aplicación de la metodología DMAIC se lograron obtener las causas potenciales que provocaban las inconformidades, encontrándose como principales defectos los siguientes: pelo de ángel, flash y tiro corto, como consecuencia de la deficiente programación del mantenimiento en máquina inyectora y moldes, falta de una matriz de acciones correctivas y falta de un plan de capacitación.
Con fundamento en los resultados obtenidos se estableció una matriz de acciones correctivas con el objetivo de que sirva como guía en caso de presentarse alguno de los defectos mencionados anteriormente. Estos hallazgos no solo respaldan la investigación inicial, sino que también permiten generar la propuesta de un sistema de evaluación y control mediante la herramienta AMEF (Análisis del Modo y Efecto de Falla) y Control Plan.
Objetivo
Diseñar una propuesta de mejora para reducir los defectos en la línea de moldeo C08 en la creación de piezas termoplásticas.
Planteamiento del problema
La empresa objeto de estudio no cuenta con una estrategia para disminuir el número de sus piezas con defectos, por tanto, este problema puede tener impacto negativo severo sobre la imagen y reputación de la compañía, lo que puede llevar en el futuro a una caída en las ventas, por lo cual es de mayor interés para el fabricante prestar la máxima atención a la cantidad de productos defectuosos que se fabrican.
En la Figura 1 se muestra el diagrama de Ishikawa con la identificación de las causas que originan el problema de los defectos.
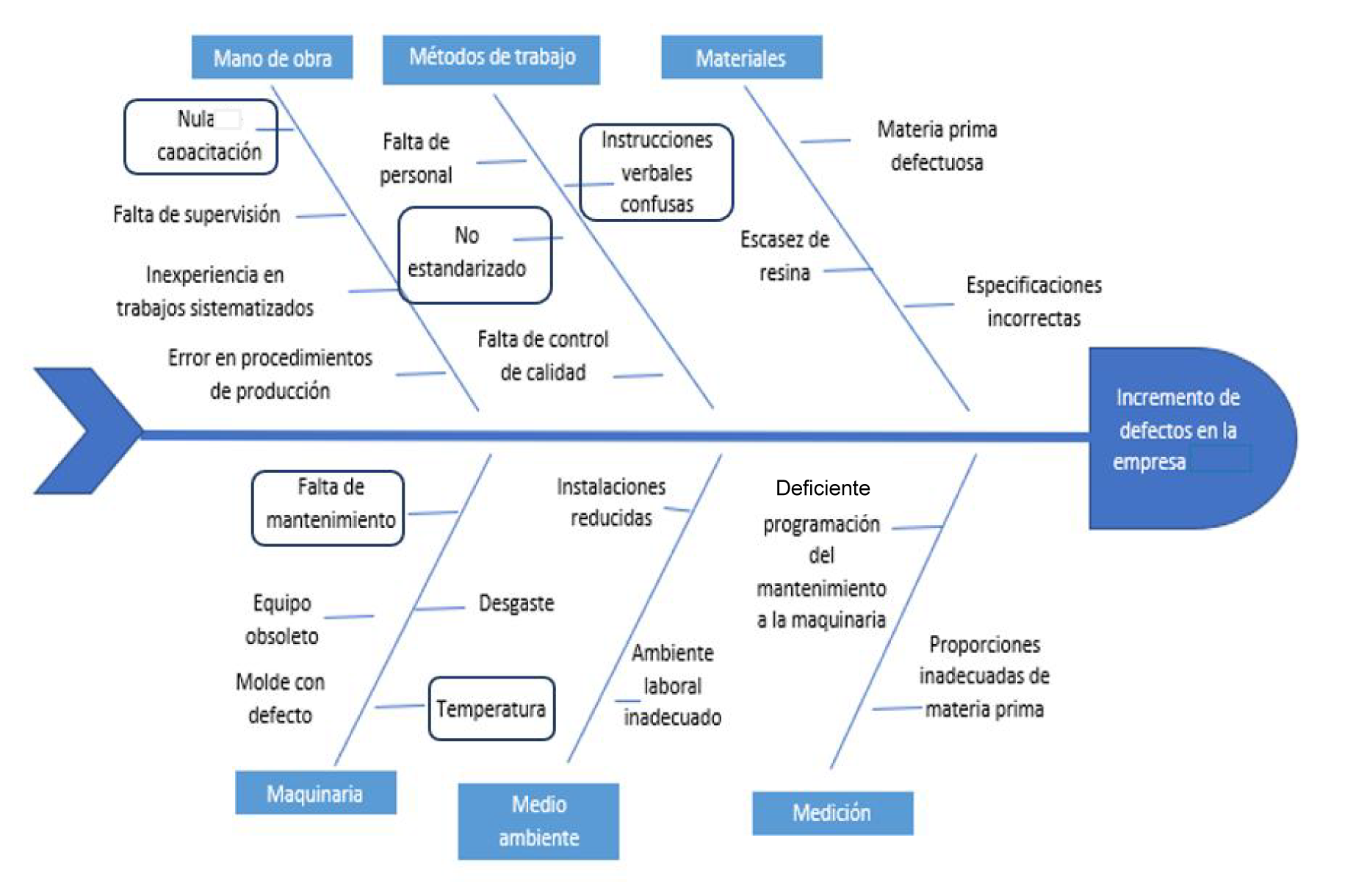
Figura 1. Diagrama de Ishikawa del incremento de defectos (elaboración propia)
Las causas potenciales del incremento de defectos en las piezas termoplásticas de la empresa son: instrucciones verbales confusas, método no estandarizado, nula capacitación, falta de mantenimiento y parámetros de temperatura incorrectamente definidos.
Método de trabajo
La presente investigación es de corte mixto, la cual busca probar el argumento del estudio mediante un análisis de fuentes externas, considerando integrar datos cualitativos y cuantitativos; especialmente del campo bibliográfico, enfocándose en la metodología DMAIC.
En la Figura 2 se muestra el procedimiento desarrollado en este proyecto, el cual inicia con la identificación de los defectos potenciales que provocan las no conformidades en la empresa automotriz donde se realizó la investigación.

Figura 2. Metodología (elaboración propia)
Resultados y análisis de datos
Mediante las herramientas de calidad utilizadas en la elaboración de este proyecto (metodología DMAIC), la primer etapa es la definición de las actividades, por tanto, se han identificado los defectos comunes en la línea de Moldeo C08, los cuales fueron pelo de ángel, flash y tiro corto. En la Figura 3 se muestran las gráficas de la linea de Moldeo C08 en los meses de febrero y marzo del 2024 donde se identifican los defectos con mayor recurrencia.
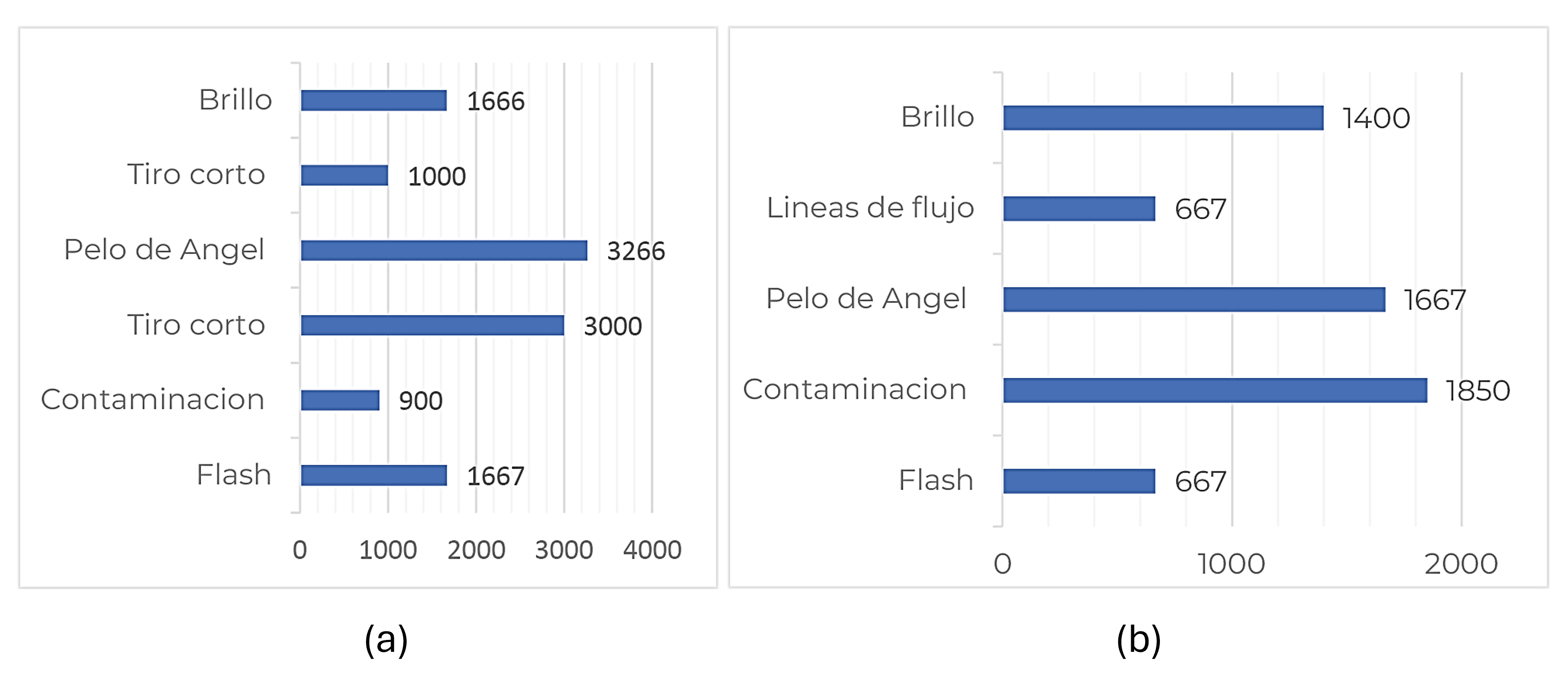
Figura 3. Defectos detectados de la línea de moldeo en el mes de febrero 2024 (a) y marzo 2024 (b). Fuente: elaboración propia
Con el propósito de lograr una comprensión y visión integral de la dinámica del proceso, se desarrolló la etapa número dos de la metodología DMAIC (medir). Las actividades realizadas fueron un macromapa de procesos y un diagrama SIPOC (de sus siglas en inglés: “Suplier, input, process, output, client”).
En la Figura 4 se presenta un macromapa de proceso, en el cual se identifican objetivos y puntos clave en tres niveles dentro de la línea de producción, con el fin de evaluar y comprender la comunicación y aumentar la eficiencia.
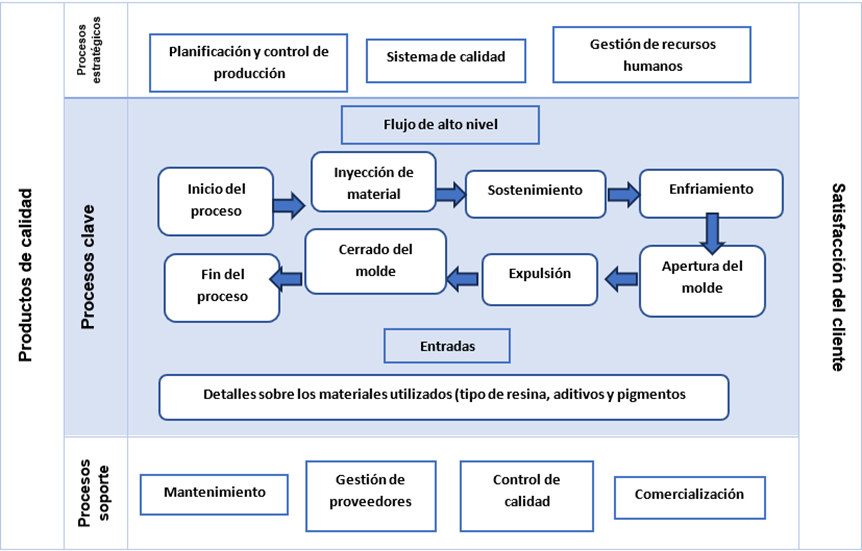
Figura 4. Macromapa del proceso (elaboración propia)
En la Tabla 1 se muestra un diagrama SIPOC con la representación de la cadena cliente-proveedor de la empresa. Estas herramientas permitieron visualizar de manera detallada e interconectada el funcionamiento de las diversas partes del proceso y las interacciones entre sí.
Tabla 1 Diagrama SIPOC (elaboración propia)
| SIPOC | ||||
 |
 |
 |
 |
 |
| Proveedores | Entradas | Proceso | Salidas | Clientes |
- Avizor Química, S.A de C.V. |
- Termoplásticos
- Máquinas de inyección.
|
- Inyección del material
|
- Pelo de ángel.
- Velocidad de inyección. |
- ADIENT. |
Para la fase número tres de la metodología DMAIC (analizar) se presenta un análisis de serie de tiempos en la línea de inyección con el fin de observar el comportamiento de las piezas producidas y las piezas que tuvieron defecto en los meses de mayo, junio, julio y agosto del 2023, como se muestra en la Tabla 2. Este análisis funciona para anticiparse en el programa de producción y lograr entregar los pedidos completos al cliente.
Tabla 2. Comportamiento de piezas por producción (elaboración propia)
| x | y | xy | x2 | |
| Mes | Periodo | Piezas producidas | ||
| Mayo | 1 | 16919 | 16919 | 1 |
| Junio | 2 | 42810 | 85620 | 4 |
| Julio | 3 | 68402 | 205206 | 9 |
| Agosto | 4 | 83534 | 334136 | 16 |
| x̅ 2.5 | Y̅ 52916.25 | Σ 641881 | Σ 30 |
En las ecuaciones 1, 2, 3 y 4 se encuentran las fórmulas para determinar la ecuación de regresión que permite encontrar el pronóstico de piezas producidas5 (Chapman, 2006).
Con la aplicación de las fórmulas anteriores y los datos de la Tabla 2, se encontró la ecuación de regresión 5 que se observa a continuación:

Con los resultados de la ecuación de regresión 5 para determinar el pronóstico de las piezas con defecto producidas se realiza la gráfica que se muestra en la Figura 5 donde se observa la tendencia del comportamiento de las piezas defectuosas.
El pronóstico de venta con respecto a la estimación para el periodo 5 fue de 109,274 piezas. La finalidad de este análisis es pronosticar un periodo proyectado como se muestra en la Figura 5, en donde la recta de tendencia se ajusta a los datos graficados con un pronóstico acertado de acuerdo con los datos históricos de producción, manteniendo una tendencia creciente o decreciente.
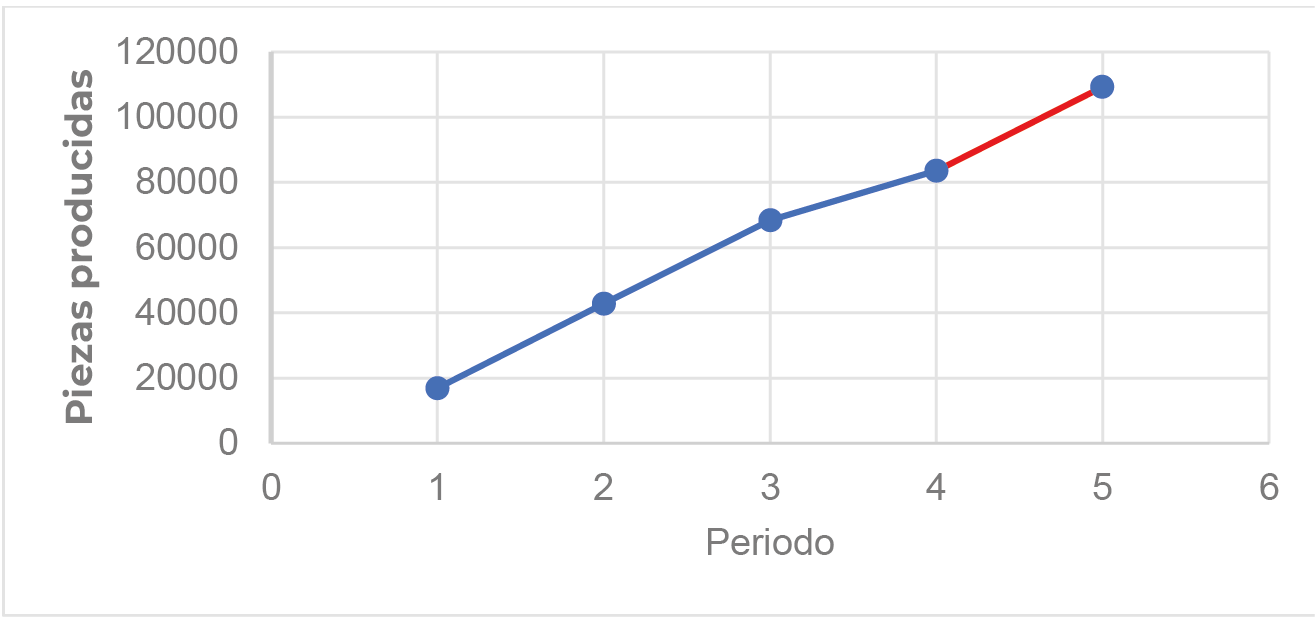
Figura 5. Serie de tiempo de piezas producidas (elaboración propia)
Como última parte del proyecto se elaboró una propuesta de sistema de evaluación y control mediante la herramienta AMEF y Control Plan. Para la realización del plan de control y AMEF se creó y se tomó como base el diagrama de flujo del proceso que se puede observar en la Figura 6.
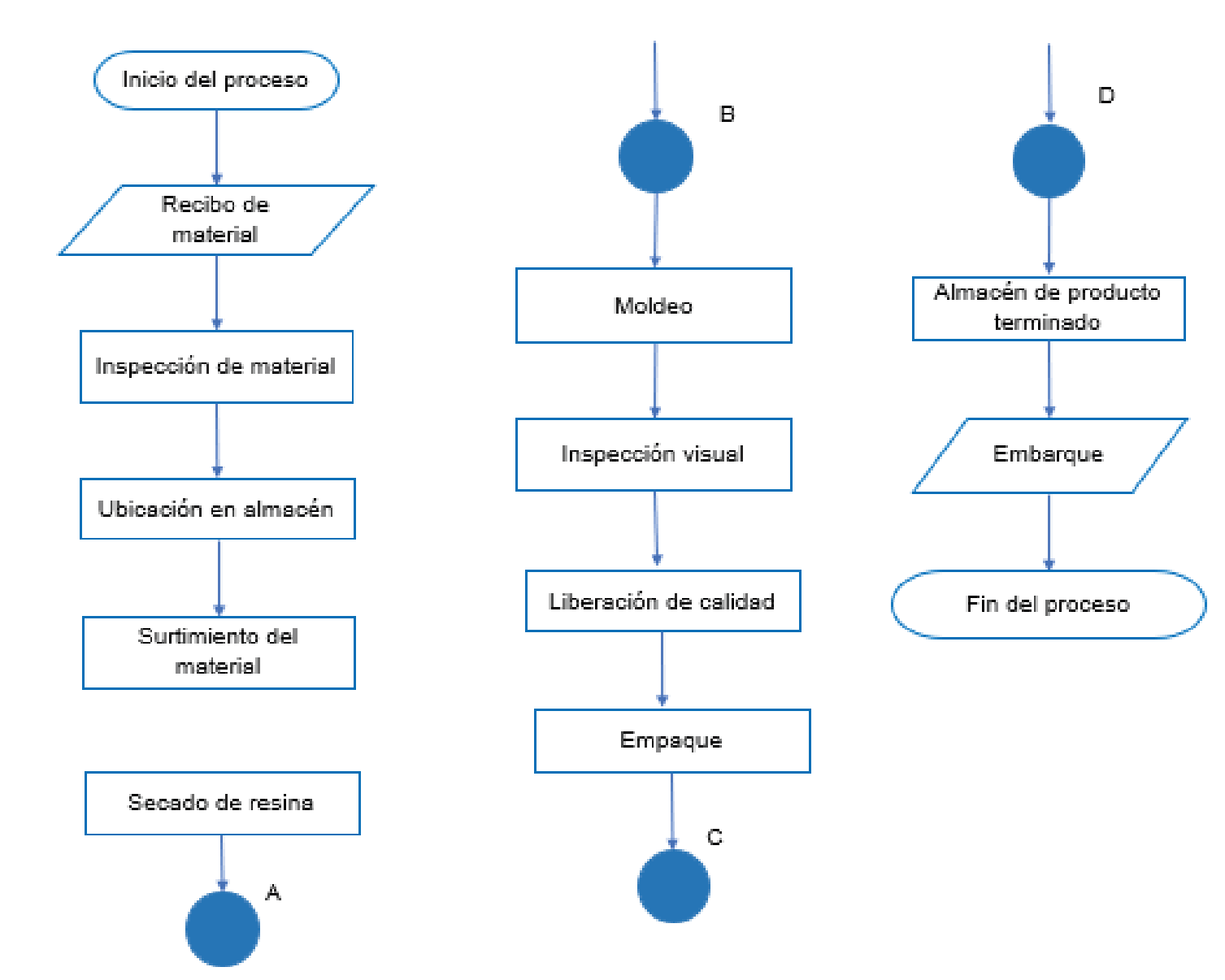
Figura 6. Diagrama de flujo de proceso del área de moldeo para identificar las actividades secuenciales (elaboración propia)
Posteriormente se tomó cada una de las fases del proceso de inyección para detallar los aspectos importantes que se deben controlar para que el proceso se ejecute de manera adecuada y cumpla con los requerimientos de calidad especificados, ya que el análisis ayudó a identificar puntos críticos en el proceso de fabricación donde podrían ocurrir defectos, por lo que se establecieron medidas preventivas y de control para minimizar la posibilidad de defectos.
Se utilizó la herramienta AMEF (como se muestra en la Tabla 3) con el objetivo de identificar y evaluar los modos potenciales de la falla en el proceso, a fin de crear acciones preventivas para que en el futuro la organización evite que se materialicen en defectos.
Tabla 3. AMEF de proceso para detectar la ocurrencia, severidad y detección para calcular el nivel de prioridad del riesgo NPR (elaboración propia)
| Proceso | Modos de Falla Potenciales | Causas potenciales | OCU | Controles de ocurrencia | SEV | DET | NPR | |
| Nº Operación |
Modo de fallo | Efecto | Causas | ¿Qué tan seguido ocurre el Modo de fallo? | ¿Cuáles son los controles existentes y procedimientos preventivos de Modo de Falla? | ¿Qué tan severo es el efecto para el cliente? | ¿Qué tan bien pueden detectar el Modo de falla? | |
| 1 Recibo de material |
Material incompleto | Surtidos incompletos a las líneas de producción. | Requerimiento de material incorrecto. | 5 | Ingreso de material al sistema (Oracle). | 8 | 3 | 120 |
| 2 Inspección de material |
Falta de certificado de flamabilidad. | No se puede realizar la liberación. | No se notifica al proveedor de este requerimiento. | 6 | Formato de inspección de recibo. | 8 | 3 | 144 |
| 3 Ubicación en almacén |
No seguir el orden del sistema PEPS. | Mezcla de material en el almacén. | Mal almacenaje del material. | 6 | Administración de almacén (Oracle). | 6 | 3 | 108 |
| 4 Surtimiento de material |
Resina incorrecta | El producto no cumple con las propiedades adecuadas. | El plan de producción no indica el tipo de resina. | 5 | Liberación de surtimiento de material. | 7 | 3 | 105 |
| 5 Secado de resina |
Secado de resina incorrecto | Material con defecto. | Mala programación de parámetros establecidos. | 7 | Registro de secado | 7 | 4 | 196 |
| 6 Moldeo |
Mal seteo de parámetros de moldeo. | Piezas con defectos | Parámetros mal definidos | 6 | Hoja de parámetros | 8 | 4 | 192 |
| 7 Inspección visual |
Inspección visual deficiente | Piezas con defectos. | Información desactualizada. | 8 | Registros de defectos de piezas moldeadas | 9 | 3 | 216 |
| 8 Liberación de calidad |
Mediciones incorrectas | Material inconforme | Mala calibración del equipo. | 6 | Reportes dimensionales de metrología / gráficos de control x | 8 | 3 | 144 |
| 9 Empaque |
Embarque incorrecto | Afecta las características cosméticas del producto. | Mal almacenaje del material. | 5 | Registro de surtimiento de empaque | 7 | 3 | 105 |
| 10 Almacén de producto terminado |
No seguir el orden del sistema PEPS | Mezcla de material en el almacén. | Mal almacenaje del material . | 5 | Administración de almacén (Oracle) | 7 | 3 | 105 |
En la última etapa se diseñó el plan de control que se observa en la Figura 7, donde se muestra cada fase del proceso y el plan de acción que se debe seguir en caso de que en alguna fase del proceso se presente alguna falla.
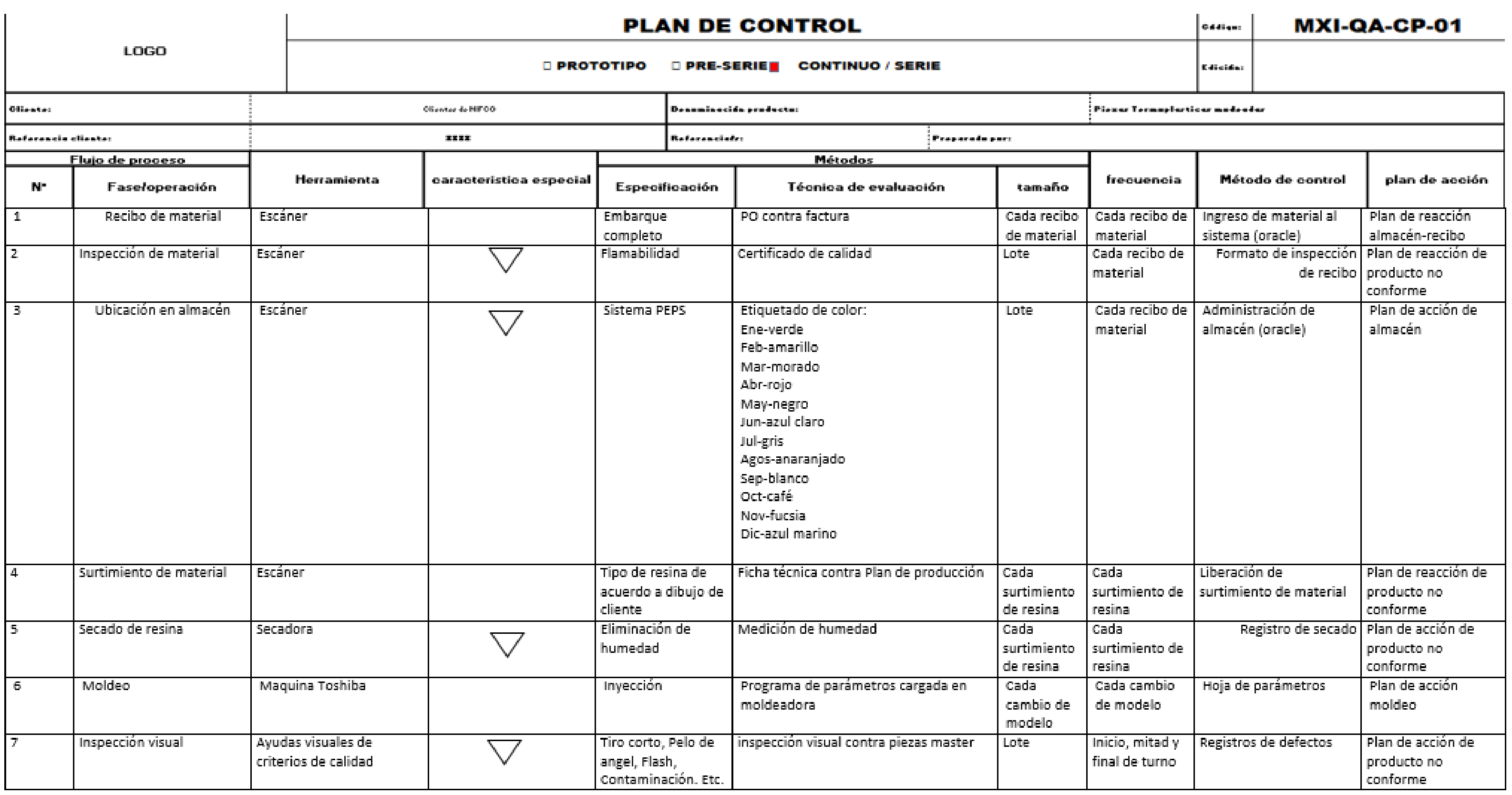
Figura 7. Plan de control (elaboración propia)
Mediante la herramienta DMAIC se realizó una propuesta de mejora para disminuir el porcentaje de defectos dentro de la línea, por lo que se estableció la documentación de matriz de acciones correctivas y se estableció un plan de capacitación.
La finalidad de realizar la matriz de acciones correctivas es organizar y documentar las medidas que se tomarán para abordar las causas que ocasionan el defecto y prevenir su recurrencia. En la Tabla 4 se muestra la matriz de acciones correctivas por tipo de defecto, este documento sirve como una guía de referencia para lograr la comunicación interna entre las medidas tomadas por el encargado o encargada, y externa para demostrar el compromiso con la mejora de la calidad.
Tabla 4. Matriz de acciones correctivas (elaboración propia)
|
Área | Moldeo | ||||||
| Línea | C08 | |||||||
| Defecto | Imagen de referencia | Acciones correctivas | Defecto | Imagen de referencia | Acciones correctivas | Defecto | Imagen de referencia | Acciones correctivas |
| Pelo de ángel |  |
Ajustar la temperatura durante el proceso. | Tiro corto |  |
Inyectar cantidad de material adecuado. | Flash |  |
Incrementar la presión de la unidad de cierre. |
| Retrabajar si el defecto no está adherido la pieza. | Modificar el tamaño de los canales del molde. | Dosificar menos material. | ||||||
| Enviar a scrap si el defecto no está adherido la pieza. | Setear las temperaturas adecuadamente. | Disminuir el tiempo de inyección. | ||||||
| Incrementar la velocidad de inyección. | Eliminar obstrucción de cavidades. | |||||||
| Eliminar fuga de material. | Retrabajar si es mayor a 0.3 mm. | |||||||
Discusión
Los resultados obtenidos en el presente estudio demuestran que la falta de herramientas de control genera un impacto negativo en el rendimiento de una línea de moldeo.
La falta de una matriz de acciones correctivas puede dificultar la identificación y resolución de los problemas que surgen en la línea de producción. Esto puede provocar una acumulación de defectos y desgaste prematuro de los equipos, lo que puede aumentar los costos de producción. Por otro lado, la implementación de las soluciones propuestas por el estudio puede ayudar a la empresa a reducir los costos de producción y mejorar la satisfacción del cliente.
Por último, con la implementación de la metodología DMAIC, por virtud del enfoque sistemático que la caracteriza, se logró definir el problema y la oportunidad de mejora en la línea, recopilar datos sobre el proceso actual, analizar los datos para identificar las causas raíz de los problemas, y brindar propuestas de soluciones.
Conclusiones
La metodología propuesta para este proyecto establece de manera visual y estructurada el ámbito de mejora continua con la utilización de herramientas de control como lo son el AMEF, el CP y la matriz de acciones correctivas para abordar las causas de falla potenciales, así como ayudar a encontrar actividades para mejorar o agregar en la organización.
La implementación exitosa de esta metodología implica trabajo en equipo, por lo que, con ayuda de las áreas de recursos humanos, calidad y mantenimiento, se pudo realizar la propuesta de mejora para el año 2024.
En síntesis, los resultados obtenidos en el presente estudio demuestran que la implementación de un plan adecuado, una matriz de acciones correctivas y un plan detallado de control, puede ayudar a la empresa a mejorar su rendimiento y cumplir las expectativas de sus clientes.
Referencias
1. GUTIÉRREZ PULIDO, Humberto. Calidad total y productividad. Tercera edición. México. McGraw-Hill. 2010. Pág. 370. ISBN: 6071503159.
2. BARBA, Antonio. Calidad total en las organizaciones: poder, ambigüedad y aspectos simbólicos. Los estudios organizacionales en México. Google Scholar. 2004. Págs. 453-474.
3. ISO - International Organization for Standardization. ISO 9000:2015. Edición 5. Ginebra, Suiza. Septiembre 2015.
4. OCAMPO, Jared R. y Pavón, Aldo E. Integrando la Metodologia DMAIC de Seis Sigma con la Simulacion de Eventos Discretos en Flexsim. En: Tenth LACCEI Latin American and Caribbean Conference for Engineering and Technology (LACCEI’2012) ”Megaprojects: Building Infrastructure by Fostering Engineering Collaboration, Efficient and Effective Integration and Innovative Planning”. Ciudad de Panamá. 23-27 de julio de 2012.
5. CHAPMAN, Stephen N. Planificación y control de la producción. Primera edición. México. Pearson. 2006. ISBN: 970-26-0771-X.
| Fecha de recepción | Fecha de aceptación | Fecha de publicación |
|---|---|---|
| 27/06/2024 | 22/08/2024 | 31/01/2025 |
| Año 12, Número 2. Enero - Abril, 2025. | ||



